How Ross Video’s procurement transformation was enabled through acquisitions
The supply chain organization at live production equipment manufacturer Ross Video is “laser-focused on meeting the needs of our customers”, according to Bill Pulcine, Vice President of Supply Chain Management. “I think the fact that we’ve grown about 500% over the last 12 years, and have been able to integrate other manufacturing facilities from around the world into Ross Video’s Canadian manufacturing location, is
an exciting and compelling story.”
In the electronics world, it’s increasingly rare to find companies that do a substantial amount of their own build. Subcontracting and offshoring have been constant trends
in the electronics industry for the past two decades. Ross Video, however, bucks that trend. “The reason the Ross model still works so well,” says Pulcine, “is that we’re very high mix, low volume across a mixed model of manufacturing disciplines. Having our own shop allows us to be vertically integrated and also gives us the crucial ability to have direct control of quality.” Ross Video sells solutions in the broader sense and from a manufacturing angle offers a huge range of equipment to broadcasters, stadiums and arenas, as well as other vertical markets.
Supply chain strategy
Ross Video started life in Montreal back in 1974 and soon after established a manufacturing base in Iroquois, Ontario, Canada. As the televisual and media landscape changed, Ross and its procurement space moved with it. “It’s an interesting market. I think part of the reason we’re successful and have been able to have this dynamic manufacturing setup here is that we service a quite specific market,” says Pulcine. “It’s not consumer goods. Scale is a very popular term these days but it is not always the biggest concern when you are making very high-value, application-specific products. We’re not selling a billion units, and what we do make is highly variable.
Approximately 45% of our business is essentially driven by printed circuit board assembly (PCBA), and we manufacture roughly 300 different PCBAs. There’s also a large amount of mechanical assembly and server-based products where melting solder isn’t a significant element. In a recent 12-month period we shipped over 2,000 different products on over 7,400 different orders to over 3,500 different end users in 98 different countries. To put that in perspective, Apple currently makes about 27 products,” he adds. “You can’t run a business like this without a skilled and dedicated team. We have a very experienced group here that knows and understands both the specifics of Ross Video’s business needs and the requirements and dynamics of the electronics manufacturing industry in a broader sense.”
There are three main categories of inputs that Ross Video procures. According to Pulcine, a lot of parts are built to a required specification or drawing. “Mechanical pieces such as those used in our robotics products, or the bare-boards that are used in printed circuit board assembly, are our designs. We own them and there’s competition for our business from around the world. These items are built to print, and reflect the diversity of the finished products we sell. Once again, it’s high mix, low volume for these suppliers.”
On the other side of the coin, Pulcine and his team are buying other people’s designs, such as semiconductors and interconnect components. “We use the famous names that people who know electronics would recognize; the same manufacturers are found in telecommunications products, computing and so on. In total, we are using over 5,000 different components from over 500 different manufacturers across our current portfolio. These numbers have doubled over the last six years as Ross Video’s product offerings have expanded. Most of the manufacturing suppliers involved do not sell direct to companies like Ross, but sell via a layer of distribution. Ross uses a combination of the largest international electronics distributors and smaller niche players, where appropriate. There are some electronic component manufacturers who will sell direct to us, but they’re largely the exception. It’s a complex ecosystem, really.” Ross Video uses many distribution companies including NF Smith & Associates which operates out of Houston. NF Smith deals in a massive line of electronic components.
Finally, Ross has a multitude of OEM agreements in place. “Given the diverse needs of our customer base, it doesn’t always make sense to design and build every element ourselves,” says Pulcine. Ross has taken the OEM model a step further with its Emmy® award winning openGear® platform, part of the Infrastructure product line. openGear is the industry standard platform of choice for modular signal processing equipment. As the world’s first modular platform open to other manufacturers, openGear provides solutions derived from hundreds of individual cards from dozens of companies. This cooperative effort gives users best of breed product and budget options, all while ensuring common control and monitoring within the Ross DashBoard ecosystem. Pulcine elaborates; “This means that openGear partner companies can design and sell products (PCBA’s) that work in the Ross openGear frame. This is unique. Competitors in this vertical typically deliver solutions that are exclusive to their products. You can’t put anyone else’s product in their frame. The Ross openGear solution gives the customer a lot more choice and allows the platform to evolve rapidly”.
Ross works closely with other companies to develop the elements required to realize its product vision. CEO David Ross has worked extensively with NKK to develop componentry for Ross products. “NKK is a Japanese firm that develops control switches – the human interface into our flagship product line of production switchers. That’s a good partnership because we don’t own that design. We don’t own that technology. We’re not capable of making these switches – nor do we want to be – but we worked very closely with the manufacturer to develop the product that meets our needs.”
As technology evolves, so does the company’s procurement strategy. “If we’re using company X’s semiconductors, and then company Y comes out with a better one, and we’re in a design cycle where we can pick up the better one, we’re going to do it. It doesn’t mean that you end the relationship and never go back, because a lot of these technology companies leapfrog each other. Their positions might change every six months to a year. There’s certainly a balancing act in trying to make the supply chain better on all fronts. Sometimes that means introducing new competitive elements to the situation. You might be reasonably happy with your supplier or suppliers, but that shouldn’t stop you from pushing to see how the situation might be improved. That may mean looking at competitors. We certainly value our suppliers and give them every opportunity to compete and maintain their business, but not in a laissez-faire way. We need to do this to be competitive and to drive value for our customers.”
Growth through acquisition
Ross Video has experienced rapid growth through the strategic acquisition of other companies and this directly affects the procurement function. “We have never acquired a company that was more than 10% our size,” Pulcine explains. “That said, we have made many strategic acquisitions that really changed Ross. We quickly went from two product lines to twelve. Buying up these other companies has expanded our ecosystem. It’s still live production but not always the same customer base and often different verticals in that market.” According to the acquisition philosophy of CEO David Ross, the incoming products need to “touch the edges of the current product lines”.
For a long time, Ross Video was known as a production switcher company before it then expanded into another part of broadcasting known as ‘infrastructure’. Together these two lines defined Ross Video in the market for many years. Subsequently, the company became very big in character generators – the software that enables graphics to appear on screen during live broadcasts – following the acquisition of a startup. “You might be watching a sporting event and one of the players makes a big play.
A graphic will then appear in the corner with his headshot and some statistics about how they’ve been doing, such as ‘Averaging 0.78 goals per game this season’. Well, that graphic has to be called up by an operator. The format of it will be pre-canned, so to speak, but it’s produced on the fly in a live situation. We have some very sophisticated software that allows you to create and change the look of on-screen graphics in real-time, and add very sophisticated animations and effects. Taking this concept further, we can also add virtual or augmented reality elements
to broadcasts and help make programs more visually interesting and compelling. Nine years after entering the market Ross is now arguably number one in broadcast graphics.”
A shift in strategy
That acquisition brought a whole different manufacturing and supply chain challenge to Ross Video’s traditional PCBA-based work as it began manufacturing servers specifically engineered for the broadcast market. “We buy commercially available, high-end motherboards, CPUs and disc drives, and assemble them
to make a custom-built application specific server that is uniquely a Ross product. The XPression graphics acquisition was key to sparking a major spurt of growth in the company.”
Soon afterwards, Ross bought another two companies that manufactured products related to its Infrastructure product line. “They weren’t so much competitors as complements to our existing product lines, and this again expanded our reach. One company was manufacturing video routers in Australia. The other company was manufacturing products mainly focused on embedding data into broadcast transmissions and was based in Ottawa. Again, the acquisitions touched on the edges of the pre-existing products and we added routing and data insertion to our range of solutions.”
See also:
- Transforming supply chain strategies at Petro Rabigh
- Emaar, the economic city: building a city of the future
- Brown-Forman leverages data analytics to spark digital transformation
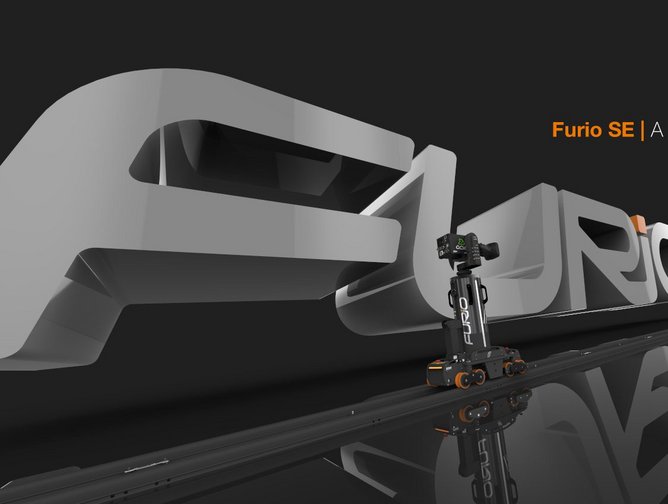
Another product range Ross wanted to offer its customers was camera robotic systems. Robots are used in broadcasting to allow one person to control multiple cameras, as opposed to having an operator at every camera. “You can create more sophisticated and visually interesting camera moves with a robot, so it’s an attractive solution
for content producers. We acquired two robotics companies; one in Belgium, which was a small but fast-growing business, and one in California, which was a little more established and had a longer track record.”
This foray into camera robotics brought its own challenges to the supply chain team. “As you can well imagine, the supply chain to build a robot is completely different to the supply chain for building a server or making printed circuit boards. The challenges in the internal manufacturing processes are also completely different, as they were when we moved into embedded computing. Robots introduced a significant mechanical engineering challenge to the Ross team and, again, the capabilities of the supply chain organization had to morph to include a different supply base. As you can tell, all of these things are still related to live broadcast, so it’s still the same customer base.”
“We concentrate on quality, service and cost, which is not a revolutionary approach. Lifecycle management is extremely important, because of the heavy investment Ross chooses to make in R&D in order to stay at the forefront of our market. Significant product improvements require significant change management and new product introduction. New product introduction is much smoother when third parties such as subcontractors are not part of the equation. Inventory has a reputation of being evil, but the fact of the matter is that inventory is either what you make or what you bought to be able to make what you make. If there’s hardware in your product, inventory is what you sell – so why is it considered to be so evil? Inventory allows us to be responsive to our customers’ needs. We have the best lead times in the industry and this
is a definite competitive advantage. Inventory only becomes evil when it loses its ability to turn into revenue.
Our customers need us to support them for typically ten to twenty years. You don’t make substantial purchase decisions without the expectation of long-term support. This adds another significant layer of complexity to supply chain management.”
Global presence and the supply chain
“Our presence in Europe, the Middle East, Africa, Asia Pacific and Latin America has increased dramatically. Over the last decade, we have moved from selling less than 20% of our solutions to these markets to now selling 50% to countries outside North America. When we talk about supply chain here, we think of it as an end-to-end fulfilment entity, not just procurement. Yes, Ross Video’s supply chain team buys the parts, but we also manage the inventory, plan the shop build schedule, and coordinate configuration activities with the shop floor. We work closely with R&D, Sales and Marketing to manage product lifecycle. We take customers’ orders and provide them with acknowledgement of the order and a promise of delivery. We work in concert with the customer to handle the logistics of getting the goods to the end destination. It’s quite complex when you have thousands of different inputs into thousands of different outputs, sold to thousands of end users in almost every country in the world.”